如果您曾經使用過消費類電子產品�,那么您會碰到活動鉸鏈。它們存在于各種各樣的組件中–翻蓋式包裝���,附帶的瓶蓋和電子箱��,僅舉幾例��。
它們價格低廉��,易于制造��,并且操作中幾乎沒有磨損或摩擦����,這是不受歡迎的選擇!這個想法是盡可能簡單的:用相同的材??料制成的薄而柔軟的部分�����,用于構建產品的連接部件���。但是��,雖然想法很簡單�,但執行起來可能會更加復雜��。
讓我們來看看一些最重要的設計�����,過程和材料方面的考慮因素�����,以幫助您入門���。
尺寸與設計
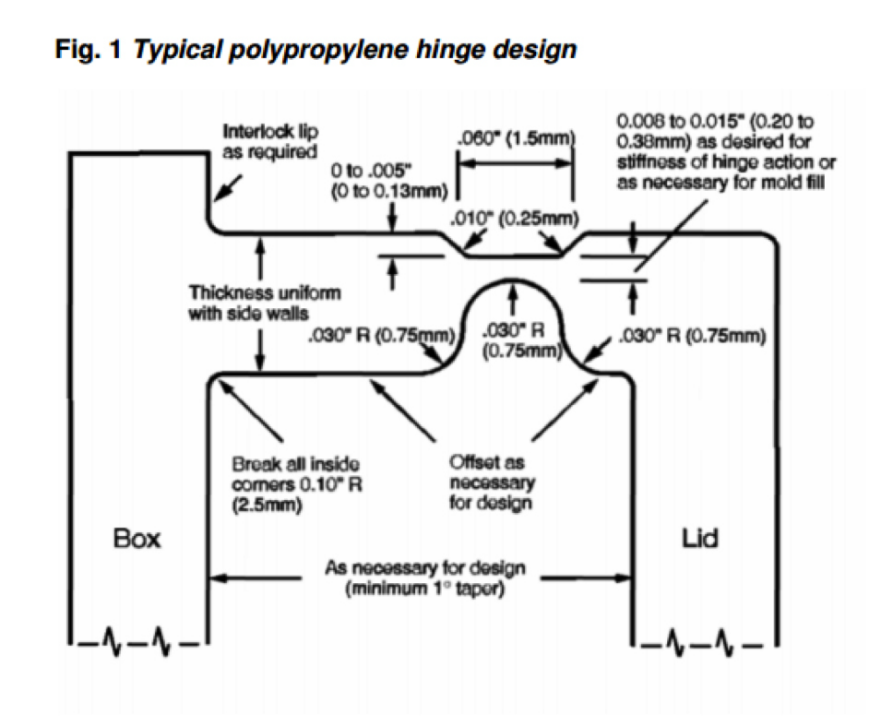
自1960年代問世以來,活動鉸鏈設計的實際尺寸變化很小�。圖1顯示了用于注塑成型的標準聚丙烯設計。
6種活鉸設計最佳實踐
1.添加大方圓
較大的半徑可改善成型過程中通過鉸鏈的流動�,并減少使用期間的應力集中���。
2.包括“肩膀”
零件上的“凸肩”形成平坦的凹槽。兩者都可以確保鉸鏈在中心彎曲���,并且零件可以變形到足以使鉸鏈有關閉空間的位置���。
3.薄而柔軟是最好的
較厚的鉸鏈可能看起來更堅固,但是表面上較大的伸長率可能導致材料超過其屈服點��,從而縮短了鉸鏈的使用壽命��。較薄的鉸鏈更靈活�。
4.分開長鉸鏈
大于6英寸的鉸鏈應設計成兩個或多個零件,以提高鉸鏈壽命��。
5.實驗厚度
鉸鏈的厚度將改變鉸鏈操作的剛性或馬虎程度����。您可能必須嘗試一種以上的厚度才能找到最適合您的設計的厚度。
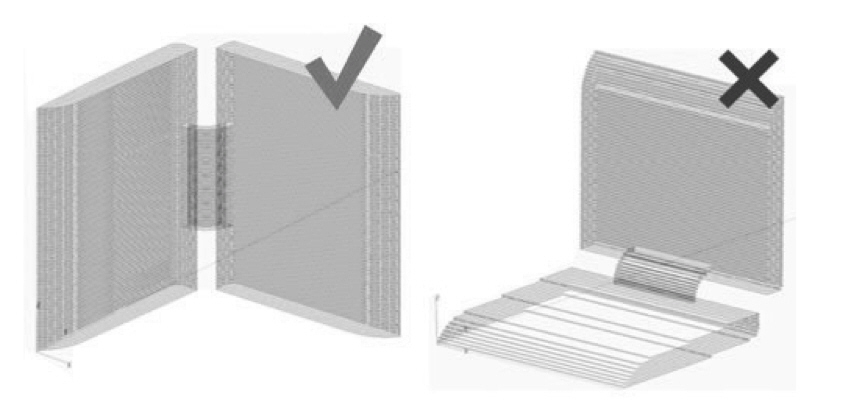
6.方向影響強度
塑料分子的取向會極大地影響關節的強度�����,進而影響鉸鏈的強度。長的塑料分子應盡可能垂直于鉸鏈����。如果您的設計需要,可以以平行方向(例如�����,在擠壓的情況下)制造可行的鉸鏈�,但不會使材料的強度最大化。
雖然以典型的聚丙烯設計為起點很有幫助��,但請確保根據您產品的特定需求定制此基礎設計�。
生產方式
可以通過注塑和擠壓在最終生產零件中制造活動鉸鏈,其中注塑是最牢固的方法����。對于原型而言,3D打印或聚氨酯鑄造??都是不錯的選擇���。
我們將研究每種生產方法,并介紹每種材料的最佳材料選擇和重要的設計注意事項�。
對于快速旋轉的原型(24小時內3D打印的零件),您只需在下面上傳文件即可在3D打印和聚氨酯澆鑄中即時報價�。
注塑成型活鉸鏈設計
注塑成型是制造活動鉸鏈的最強方法,非常適合生產零件。
最佳材料選擇
由于聚丙烯的韌性和延展性��,它是最佳的材料選擇�����,設計精良的注塑PP鉸鏈幾乎具有無限的使用壽命��,可彎曲數百萬次���。
聚乙烯是第二種最常見的活動鉸鏈材料��,其性能與聚丙烯相似�。
設計技巧
注塑成型中最重要的設計規則之一是保持均勻的壁厚����。在不平坦的墻壁上,冷卻過程中不同的收縮率會導致殘余應力�����,翹曲甚至破壞設計��。
但是��,在設計活動鉸鏈時,您實際上需要通過創建不均勻的壁來做相反的事情�����,因為鉸鏈要靈活��,它需要比連接的剛性零件薄得多���。
如果仔細考慮模具中澆口的放置位置����,則可以完全減少或解決潛在的問題�����?�?梢栽凇堵槭±砉W院設計活鉸鏈指南》中找到最佳澆口放置的完整方法����。
請注意,成型后應立即將鉸鏈彎曲幾次���。這將冷拉塑料���,從而大大延長其使用壽命。簡化工具修改的貿易技巧是從鉸鏈上方的平坦部分開始�����,該平坦部分的深度至少為.015英寸���,鉸鏈厚度為.006英寸”��。
氨基甲酸乙酯鑄件的活鉸鏈設計
氨基甲酸乙酯鑄造是彌合原型與生產之間差距的絕佳選擇����。
最佳材料選擇
聚氨酯樹脂是一個龐大的家族���,具有數百種不同的性能��。不同國家和州的制造商手頭上有不同的樹脂�,其中包括一些類似于聚丙烯的最佳活動鉸鏈材料��。
在這些類似PP的材料系列中��,存在與材料的硬度有關的折衷-您可以使用帶有短壽命鉸鏈或柔性鉸鏈以及軟部件壁的剛性零件�。一些推薦的材料是Hapflex™600系列和BCCplastics BC8160樹脂���,它們是專門為活動鉸鏈應用配制的。
您的制造商可能還有其他合適的樹脂庫存�,并且應該能夠幫助您為設計選擇一種。
設計技巧
當您澆鑄聚氨酯時�����,其流動壓力遠低于注塑成型���,因此必須權衡取舍��。降低的壓力意味著樹脂將更少地流動�����,因此在仍然生產可靠零件的同時��,鉸鏈不能做得很薄�。
因此�,我們建議從比您的注塑成型設計略厚的厚度開始,并選擇低肖氏D范圍的聚氨酯�����。BJB FD-45是一個不錯的起點–肖氏45A����,伸長率735%和可澆鑄。
如前所述����,高硬度樹脂將保留零件的剛度,但會限制鉸鏈的使用壽命����,而低硬度樹脂會導致鉸鏈更柔韌性和零件更柔軟。
3D打印的活鉸鏈設計
使用3D打印對鉸鏈進行原型制作有很多不錯的選擇�,可以測試不同的厚度,位置和形狀���。所得零件不會像注塑零件那樣堅固���,但應承受足夠的彎曲度以正確測試該零件。
最佳材料選擇
在為活動鉸鏈選擇最佳的3D打印材料時��,應尋找具有良好伸長率和柔韌性的塑料�。例如,尼龍是一個很好的選擇�����。
另一個不錯的選擇是將VeroWhite和類似Rubber的組合作為零件制成零件原型。這是一種資源����,可幫助您準備用兩種材料打印的文件,為您提供活動鉸鏈的功能���,而又不會犧牲身體的強度和抵抗力(如果這對部件的性能至關重要)��。
設計技巧
在3D零件中創建鉸鏈時�,構建方向非常重要�����。為了使鉸鏈具有最大強度�����,水平構建平面應垂直于鉸鏈方向�����。
當鉸鏈厚度至少是打印分辨率的兩倍時,將獲得最佳結果���。鑒于尼龍的分辨率為0.254mm�����,我們建議最小厚度為0.5mm。
遵循這些說明應確保您的打印在測試周期中至少彎曲100次����。
主要要點
起初設計活動鉸鏈似乎很復雜,但是一旦掌握��,可以節省大量成本����。
傳統的鉸鏈可能需要幾次成型操作,組裝操作�,增加零件數量以及零件之間的摩擦導致磨損的情況下,只需一次操作就可以制造活動鉸鏈并將其包含在您的設計中��,并且摩擦力不會降低���。
在原型制作階段投資周到的設計����,當準備進行大批量生產時,您將節省時間����,精力和金錢。




 關注官方微信公眾號
關注官方微信公眾號